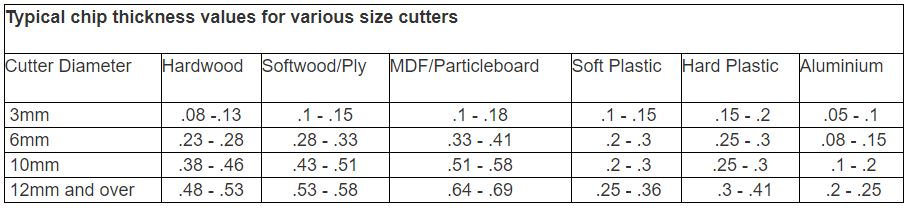
Feed Rate = Spindle Speed (RPM) * Number of Flutes * Chip Load (mm) = Spindle Speed * Number of flutes * Chip Load = Answer mm/min
Use a plunge rate of 50% or less of the feed rate. So for a feed rate of ... mm/min, use a plunge rate of ... mm/min or less.
Based on a tool diameter of ...", use a stepover of ..." or less.
 All surface speeds in meters per minute
All surface speeds in meters per minute


 All surface speeds in meters per minute
All surface speeds in meters per minute